

Used Oil Recycling Plant Manufacturer With More Than 25 years Experience & Exporting To Several Countries Are Ready For Your Orders.
Used Oil Recycling Methods
In order to recycle used / Wasted oil, Used Oil Recycling Plant Manufacturer have used the design, manufacture and installation of various equipments so that they can produce a product that can withstand the harsh conditions of high temperature and high pressure inside the engine and help to preserve the environment.
We Are Number One Exporter & Manufacturer Of Used Oil Recycling Equipment , Grease Manufacturing Plant , Lube Oil Blending Plant .

used oil recycling plant price
Due to the expected characteristics and working environment of engine oils and its contamination with various physical and chemical pollutants such as water, solid particles, gas and liquid, the issue of recycling these oils is particularly complicated.
For Used Oil Recycling Plant Price Just Contact Us And We Inform You With Latest Price OF Used Oil Recycling Plant .
The process of recycling and refining burnt oil
For this purpose, special technologies and processes for recycling and purifying all kinds of industrial oils such as distillation, hydrogenation, acidic, alkaline methods are used.
Removal of water and solid particles through sedimentation
Sulfuric acid reaction to remove grease, gum and acid-soluble stains
Alkaline reaction to neutralize the acidic environment used in the process
Use solvent liquids to remove soap
Simple distillation to remove moisture and volatile oils
Distillation under vacuum or extraction using special solvents
Using special soil for color removal and absorption of impurities
Filtering to remove process mineral additives and other solids
Hydrogenation to improve color
Blending to achieve the expected and standard characteristics of industrial oils
We Are Providing Used Oil Recycling Plant For Sale So Just Contact Us
Burnt oil recycling and purification techniques
Waste Oil Refinery Plant IS Same As Recycling Plant.
A number of spent oil purification and recycling techniques can be categorized as follows:
- Oil recovery and purification process using acid or base and mineral soil
- Oil recovery and purification process using acid activated soil
The process of recycling and purifying oil in a vacuum distillation tower using solvent, mineral soil and acid - Oil recovery and purification process using thin film vacuum distillation tower
- Oil recovery and purification process using propane solvent
- Oil recycling and purification technology based on hydrogenation
- Oil recycling and purification based on ultra filtration technology

1- Oil recycling and purification method using acid or base and mineral soil
In the acid purification method, the input used oil enters the distillation tank after initial dewatering in the preheater, and during the distillation process, diesel and light substances are separated from the boiled oil up to a temperature of 370 degrees Celsius, and finally, by oxidizing the additive compounds remaining in the Oil, the thermal cracking process ends.
Boiled oil is cooled down to 40 degrees Celsius using heat exchangers and then mixed with concentrated sulfuric acid at the rate of 10% by weight of the boiled oil in acid washing tanks and washed. After 10 to 12 hours, the acid sludge removal operation, which makes up approximately 15% of the oil’s weight, begins.
Acidic oil is mixed with neutral lime water in the dusting unit and heated to 160 degrees, then the base oil is separated and extracted from the filter cake by the filter press. The high volume of acid sludge, the unpleasant and irritating smell and the harmful fumes of sulfuric acid, the problem of controlling the level of acidity and the color of the production base oil, and the exothermicity of the sulphonation reaction of acid with aromatic hydrocarbons of the oil, are among the major problems and disadvantages of using this method.
Alkaline method
In the alkaline recycling method, used oil is dehydrated by increasing the temperature to about 120 degrees Celsius, and after passing through heat exchangers to reduce the temperature to less than 45 degrees, it is treated with an aqueous solution of calcium carbonate and the profit from the extraction and washing operations on the dehydrated oil. After a period of 10 to 12 hours, the settled sludge is separated from the oil phase, which constitutes approximately 20% of the total weight of the burnt oil.
After sludge removal, the separated oil is transferred to the distillation unit, where it is heated to 350 degrees Celsius at the same time as it is mixed with decolorizing soil, and the light cuts of base oil and diesel are separated in the distillation process, and after the filtration stage, the base oil is separated and It is stored in storage tanks. This method also has a low cost of machinery and production line equipment and consumables, and finally, the technology surface of the nozzle has a lot of residual sludge and the produced base oil does not have a good appearance, color and smell.
Criticisms
This purification method is very simple and has a low level of technology, and its process is free from harsh operating conditions and modern and complex equipment.
But this method introduces many pollutants into the environment due to the acid sludge left over from the process. Due to the low technical quality and high recycling costs and the long time of the production process; It is not a good method and the quality of the final product is not good either. The method of using acid and alkali along with soiling for oil refining is a very old method that is obsolete in most parts of the world, but it is still used in some oil refining units in Iran.
2- Oil recovery and purification method using acid activated clay
This oil purification method does not require acid. The rest of the steps are similar to the previous method and while having a simple process, it is suitable for plans with low capacity. Soil consumption in this method is high and its yield is very low. Disposal of large quantities of contaminated clay poses environmental problems, the process is dependent on the specific type of clay that may not be readily available everywhere.
3- Distillation method under vacuum using color soil on acid and solvent
Minerals
In this method, which has been used so far in a limited number of active treatment units in the country; After the preliminary dewatering and sludge removal of the used oil in vertical cylindrical tanks with a conical bottom, it is again separated into 3 phases of water, sludge and oil by passing through the separator devices, and the oil coming out of the separator is heavily sludged in this place.
Then, the sludged oil passes through the pre-heater heat exchanger, heats up to about 150c and then goes to the distillation tower, which is condensed with proper design and vapor reflux; It allows the separation of oils in several stages. After distilling under a relative vacuum of about 250 mm of mercury and a temperature of 400 degrees Celsius, the distilled oil with a high flash point enters the shell-tube heat exchangers of the cooling water and its temperature is reduced to 35 degrees Celsius. Then the cooled oil is transferred to acid washing and solvent extraction tanks.

In this step, first the distilled oil is washed with a mixture of sulfuric acid and acetic acid at a ratio of 2% by weight of the oil until the sulfur and aromatic compounds in the oil are removed, and finally, the oil is extracted with a mineral solvent and the remaining residues and colored compounds in this The phase is separated from the oil.
After extraction
After extraction, the mineral solvent can be recovered and reused by simple distillation process from the extraction phase. After solvent recovery and oil separation in the next steps, the oil is transferred to the decolorization unit for decolorization and final decolorization, and after mixing with the decolorizing soil and steam injection, it is heated up to 180 degrees Celsius in the tank mixers until the separation base oil is purified in the filtration section. and save
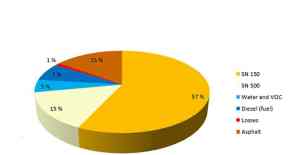
In this method, according to the operation in the distillation tower, it is possible to separate oil fractions such as SN150, SN300 and SN500 from the bottom of the tower. It should be mentioned that the base oil produced in this method has a high flash point and viscosity and is acceptable for the production of the desired products in the plan, and it is competitive with the first refined oils in terms of color, smell, appearance and other standard factors.
4- The process of recycling and purifying burnt oil using molecular distillation tower in thin film vacuum
In this process, the burnt oil is first pre-treated and then distilled to separate water and light hydrocarbons. In the distillation purification method, the oil is heated and after evaporation and condensation action, the petroleum base products are separated at different levels. The molecular distillation separation process is carried out in a short distance under vacuum conditions with a thin film with a low controlled temperature and without any chemical additives (acid and soil).
The base oil produced by this process is in accordance with the standards of the American Petroleum Institute (API) Group 1 and 2 or ACEA Europe, which is a suitable feed for developing and formulating a wide range of industrial oils for engines, turbines, hydraulics, gears, and greases.
Refinement steps
In this method, the oil first passes through the primary filters to separate the unsaturated impurities, then it enters the distillation tower under a low temperature vacuum to separate the light substances including water, diesel and gasoline, and then it enters the thin film distillation reactors to separate the heavy substances. It rises with vacuum pressure under vacuum. The oil becomes a thin layer on the hot surface by the brushes attached to the rotor.

This technique greatly increases the molecular free path and causes the oil to evaporate at a low temperature. At this stage, oil cuts from SN 100 to SN 500 are vaporized and condensed. After this step, the waste is separated from the oil with colored compounds and is used in different industries in the form of bituminous sludge. The output products of this process include group 1 and 2 base oil, high-quality industrial distillate fuel and bituminous waste that can be used in the production of polymer bitumen, asphalt, and isogam.
It is worth mentioning that in this method, no acid and soil additives are needed for color removal and purification, therefore, in addition to meeting environmental issues, it has high efficiency.
5- The process of recycling and purifying burnt oil using propane solvent
Extraction-based technologies
are based on vacuum distillation and chemical purification, where extraction with propane solvent at room temperature replaces chemical purification in the initial stage. In this solvent method, the burnt oil is first pre-treated with an alkaline solution containing ammonium hydroxide or potassium hydroxide to neutralize undesirable compounds.
This oil is then able to reject metals and other contaminants with propane solvent, which has a high selectivity for hydrocarbons. Solid particles, water and mixed pollution are cleaned in the separation tank. The mixture of oil and propane goes to the flash separator through a series of heat exchangers to separate the propane, and the propane is condensed again with cold water and returns to the solvent tank for reuse.
In the purification process with propane solvent at atmospheric pressure and in the extraction reactor, the solvent is introduced into the reactor with a certain percentage of oil, and because of the lightness of propane, it evaporates and cools in the upper part, and the insoluble oil is placed at the bottom and is distilled separately, until Light hydrocarbons and remaining propane are also removed.
This oil is then distilled in a vacuum to separate the processes, and in the final stages, hydro-finishing is done on it to obtain a recycled oil of suitable quality. The waste of this process can be used as asphalt raw materials. One of the advantages of this method is the ability to recover solvent and produce good quality oil, but with this method, all pollutants cannot be removed. This system works at high pressure and sealing and controlling its processes is sometimes risky and expensive. so
It is not used in small-scale economic ashlar due to the high cost of equipment.
6- Oil recycling and refining technology based on hydrogenation
In this process, first the raw input material is filtered until the solid material is separated from it, and then the solution is mixed and heated with hot hydrogen in a mixing column under pressure. The heated mixture is sent to a flash separator and with the flash separator liquid to the strainer. The mixture of steam separating the flash and the remaining materials in the upper part of the filter and strainer is purified through a catalytic reactor to remove dissolved metals, and then it is desulfurized and dechlorinated by the hydrofinishing process, and with the saturation of aromatic substances and hydrocracking reactions, the resulting oil is suitable for the incoming feed. It finds improved chemical and physical properties.
Process conditions such as pressure, speed and hydrogen circulation rate vary from one unit to another based on the quality of the input feed. In this process, the incoming oil is converted into a hydrocarbon product with a wide boiling range to be refined, which are separated into neutral oil products with different viscosities during the process, which can be used for lubricating oil blending. In this way, it can recycle more than 85% of the input feed oil of the system and receive multiple outputs from it.
7- Oil recycling and purification based on ultra filtration technology
This purification technology is much cleaner and more efficient in terms of energy, and its process is based on ultra-filtration of burnt oil using efficient membranes and barriers with active carbon. In this method, water and large sediments are first separated by centrifuge at low temperature, and then by pre-distillation, water and solvent are separated and pre-treatment of oil with chemicals is done to improve quality.
The pre-refined oil is transferred to the separation column and as a result its diesel is separated. The key step of the ultrafiltration process is at high temperature, where oil, polymer and small particles are separated by tube filters with small diameters. Next, catalytic hydrotreating is done to improve the color of the final product, and with the final vacuum distillation, it is possible to produce different types of oils.
Familiarity with lubrication in industry
Lubrication is a method to prevent friction and wear of moving surfaces that are placed on each other. Lubrication facilitates the relative movement of surfaces in contact with each other. In high-pressure and high-temperature conditions, lubricants increase the useful life of devices and reduce energy consumption and costs by lubricating equipment and establishing favorable thermodynamic conditions of the environment. For this reason, the production of all kinds of lubricants and industrial engine oils has become a big business in the world.

Production statistics of lubricants
Currently, there are more than 1,700 large lubricant manufacturer in the world, and about 200 companies are also operating side by side with other lubricant productions.
The size of the global motor oil market in 2017 was equal to 35.67 billion dollars and it is expected to face a growth of 3.7% during the years 2018 to 2025, and the market of all types of base oils, motor oil, hydraulic fluid, metalworking fluid, transportation lubricants and Synthetic and mineral oils will reach from 157 billion dollars in 2020 to 182 billion dollars in 2025.
Why is the recycling and treatment industry profitable?
Industrial lubricants are consumer goods with a relatively short life span, which are not only very expensive to produce, but also the disposal of used and burnt oils that have reached the end of their life span provides great risks to the environment.
Therefore, this industry is not only very profitable but also serves the environment. For this reason, in developed countries, in order to prevent environmental pollution, after collection and through a special standard system, the used oil is returned to the oil producing company and refined again.
Considering that the most important component of lubricant production in terms of volume is base oil, and in terms of weight, it constitutes more than 95% of the formulation of a lubricant on average; Many countries supply their base oil through the re-refining of spent oils.

Explanatory plan for the purification of burnt oil Introduction of products
More than 60% of the market volume of lubricants is made up of motor oils. The base oil produced according to the API Group I standard is a very suitable feed for producing and formulating a wide range of engine, turbine, hydraulic, gear and grease oils. The majority of industrial oils are base oils.
One of the ways to produce oil is to use used oil and rehabilitate it in order to reuse it in different devices. Unlike the majority of petroleum products that can be used only once, used oil can be reused due to the fact that the main components do not change. In used oil, additives and additives generally lose their properties and there is a slight change in the percentage of hydrocarbons that make up it.
After some time, engine oil becomes contaminated and loses its desirable properties; The main source of this pollution is the materials produced due to the combustion of engine fuel and the wear of parts. The acid gases from the fuel make the engine oil acidic, and insoluble impurities in the oil such as soot, carbon particles, asphalt materials, light and heavy metals, water, dust appear in it in an insoluble form. The energy consumption for purification and recycling of used engine oil is less than one third of the energy consumption for refining crude oil, and in addition to the economic benefits, it is also very important in protecting the environment.
Explanatory plan for the purification of burnt oil bituminous residue
This type of waste contains a large amount of polymer and metal, which can be used in the production of street asphalt, bitumen protective coating, or as fuel in factories such as cement.

Explanatory plan for the purification of burnt oil Characteristics of base oil
The base oil is the main product in the process line of refining and re-purifying used oils, which after mixing and adding appropriate additives, features such as heat transfer, anti-corrosion, anti-oxidation, anti-rust, anti-wear and anti-foam and ease of separation from water and It also ensures no damage to sealed parts and hoses and gaskets. Examining the physical and chemical properties of oil is a good measure to control the quality of the manufactured product. These properties can be measured with the following indicators according to the standard in the laboratory.
Base oil viscosity
Viscosity is the resistance of fluid oil to flow. Since the engine oil expands and becomes more fluid under the conditions of increasing temperature, and its viscosity increases as the temperature decreases; Therefore, oil viscosity should always be determined by the temperature at which it is measured. A good oil should be processed in such a way that it shows less viscosity changes under temperature changes.
Appearance of the oil
The appearance of oils should be uniform, clear and free of water and foreign particles. Usually, the presence of a large amount of water in the oil or the mixing of the oil with diesel or other substances that contain solid wax will make its appearance cloudy.

Oil colored
The color of oils is usually determined by comparing them with a series of standard colored glasses. The standard of oil color is determined from 5.0 to 8 with intervals of 5.0.
Flash point of oil
The ignition point is the lowest temperature at which the oil has turned into vapor enough so that it ignites and then extinguishes when the flame approaches. The flash point is a measure of the oil’s flammability and volatility.
Oil flash point
The temperature at which the oil ignites and continues to burn. This temperature, like the ignition point, represents the amount of volatile gas compounds and the ability to evaporate, and is usually 30 degrees Celsius higher than the ignition point.
Oil specific gravity
The specific gravity of oil in relation to the specific gravity of water at a certain temperature, specific gravity
Oil carbonization index
The thermal degree at a pressure of 1 mmhg, where 90% of the oil is distilled, is called the carbonization index, and the higher it is, the greater the amount of deposits in the engine.
Pouring point and clouding point of oil
Pour point is the lowest temperature at which cooled petroleum products flow under standard conditions, or in other words, the lowest temperature at which oil is still fluid. The cloud point is the temperature at which the oil loses its waxy properties and becomes opaque. This temperature is higher than the pour point.
Oil sulfate ash
The amount of material that remains after burning the oil sample and does not burn is called ash. In many cases, to obtain more accurate results, ash is reacted with concentrated sulfuric acid and thus sulfated ash is determined. Base oil ash represents the non-combustible material left over from the accompanying crude oil. The amount of ash for oil without additives is 1% and for oils containing additives up to 3%.
Oil saponification number
This test shows the amount of fatty substances (saponifiable) in the oil. These substances are added to some oils that are in contact with water and gear oils to make them more oily.

Oil neutralization number
The neutralization number of an oil is the amount of milligrams of acid or base needed to neutralize the acidic or basic substances in one gram of oil. The number of neutralization in oils includes four forms; The numbers of acidity, total acidity, alkalinity strength and total alkalinity are expressed.
In a well-refined base oil, the neutralization number is usually not more than 1. Unless the base oil is the result of re-purification of used oils and the sulfuric acid used in the purification process is not completely neutralized. Generally, the functioning of oils increases their acidic property due to decomposition and oxidation due to heat and proximity to water. Based on this, the neutral numerical reduction in the case of engine oils indicates the level of performance.
Explanatory plan for the purification of burnt oil ISIC code of the product
According to the classification of the Ministry of Mining Industry and Trade, basic industrial oils are part of the chemical products manufacturing group with the head of group 23 and based on the eight and ten digit product code, they have ISIC codes as follows.
Table – ISIC code of products related to base oil
Product name, ISIC code
Base oil 2120712711
Refinement of burnt oil 23201240
Distilled fuel oil 23201213
Hydrocarbons from burning oil refining 23201245
Bitumen obtained from refining burnt oil 23201247
In order to gain the trust of consumers and comply with all the points related to product quality control, it is necessary to pay attention to the existing standards. The level of oil quality indicates that the oil is suitable for which type of engine, with which model and which type of fuel. In other words, the quality level of an engine oil is determined by its standard.
The important thing is that different engines need oils with different standards. The difference between these oils, apart from the quality of their base oil, is in the type and amount of additives in them. The quality level of engine oil is indicated by abbreviations that briefly indicate the most important ones.
Types of classification and standards in different countries
There are three global and one important domestic reference for standardization in the automotive industry and related industries. API America and ACE Europe and ILSAC Asia and in Iran ISIRI; These references suggest suitable oil for different engines. Engine type, fuel and year of engine design are factors that play an important role in choosing oil for it.

The growth and development of the lubricant industry in recent years has been much higher than in previous decades, and the new designs of automobile engines and industrial engines increase the need for newer lubricants day by day.
The first classification was presented in 1930, in which gasoline engine oils were indicated by the symbol “S” and diesel engine oils by the symbol “C”. In the “S” classification system, the lowest quality level starts with SA, and thus the next levels are indicated by SB, SC, etc. Of course, SI and SK symbols are not used in this system. In the “C” classification system, the letters A, B, C, etc., as well as numbers are used for marking.
SA, SB, SC gasoline engine oil
CA, CB, CC diesel engine oil
The marking classification of the European Automobile Manufacturers Association (ACEA) or CCMC is also as follows.
Gasoline engine oil 1, C2, C3, C4, C5 C
Diesel engine oil 1, D2, D3, D4, D1, D5, PD1
National Standards of Iran (ISIRI)
The national standards compiled for this product are 1342 standard under the title of characteristics and test methods of basic industrial oil for lubrication (chemical) uses 584 and 585 to determine the quality level of engine oil.
In general, the classification of base oils into different cuts, including; SN150, SN300, SN350, SN500 are divided.

Subject matter standard
Lubricants – engine oil for gasoline engines at a quality level equivalent to APISN – specification 17651
Lubricants – engine oil for diesel engines at a quality level equivalent to APICE 13383
Engine oil and used oil purification – energy consumption criteria in the production process 11593
Procedures for the production of engine oil based on the second purification 6223
Lubricants, industrial oils and jam products
Taha (class L, family E, internal combustion engine oils) two-stroke gasoline engine oil (air cooled) 6639
Explanatory plan for the purification of burnt oil Application
The base oils that are obtained from crude oil refining do not have the necessary characteristics for use in industrial and automotive machinery and installations. Therefore, in blending, materials are added to it so that it can have the characteristics required for specific uses in the industry and engine. For this purpose, additives and additives are added to the base oils, which improve the various characteristics of the oils for the desired applications. Some of these are as follows:
- 1- viscosity index improver
- 2- Anti-oxidation
- 3. Anti-wear
- 4. Lowering the pouring point
- 5. Anti-corrosion and anti-rust
- 6. Anti-foam
- 7. Cleaner and suspension
Additives are added to the base oil based on the formulation in a certain amount that the manufacturer intends to reach the standard criteria. This operation is done in a unit called blending. In this way, different oils can be produced for various uses, such as gasoline and diesel engine oil, generator oil, hydraulic diesel oil, oil for industrial devices and facilities.
Explanatory plan for the purification of burnt oil Substitute and complementary product
Since base industrial oils are the result of recycling used oils and are a replacement product, so there is no replacement product for it.
Explanatory plan for the purification of burnt oil Technical knowledge
In the process of refining and recycling the base oil, all waste materials should be extracted from it and the oil should be returned to its original form (base oil). For this purpose, special technologies and processes are used for recycling and refining all kinds of industrial oils, such as different methods of distillation, hydrogenation, acidic, alkaline, in which the stages or a balanced combination are used as follows.
Removal of water and solid particles through sedimentation and filtration
Sulfuric acid reaction to remove grease, gum and acid-soluble stains
Alkaline reaction to neutralize the acid used in the process
Using solvent liquids to remove soapy substances
Simple atmospheric distillation to remove moisture and volatile oils
Distillation under vacuum or extraction using solvent
Using special soil for color removal and absorption of impurities
Filtering to remove process mineral additives and other solids
Thin film evaporation
Hydrogenation to improve oil color and quality
Blending to achieve the expected characteristics and standard of oil used in industry
Technology used in Iran
Currently, the technology used for the first purification in Iran is the conventional method of extraction using an acidic solvent. In the world, the importance of this method has decreased and its production is increasing with new non-acidic hydrocracking and hydroismation methods. A limited number of units using the non-acidic method are currently working in our country. All used oil purification methods (acidic-non-acidic) can purify 70-90% of used oil impurities and return it to its original form (base oil).
Base oil produced through recycling and re-purification of used oils by meeting special conditions and matching the factors determined in standard quality control tests in terms of functional characteristics and service life and SAE classification in terms of viscosity with various polymers and suitable chemical additives with percentages It is mixed according to the expected characteristics of the manufactured product and after meeting the quality control criteria with the characteristics determined at different standard levels in the laboratory, it is transferred to the packaging unit and packaged.
base oils that are the result of recycling used oils produced in a non-acidic way; They have better chemical and physical properties than other recycled oils.
Explanatory plan for the purification of burnt oil equipment and machinery
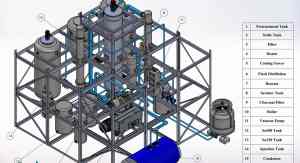
The main machines and the main equipment of this project include process control and monitoring system, installation skeleton of oil purification facilities, raw material tanks, oil transfer pumps and additives, centrifuge tank of primary purification system, fuel tanks, condenser and cooling tower, Hetero heat exchangers and boilers. , thin film evaporation system and oil vacuum distillation reactors of various bases, types of absorption filters and carbon base, refined oil tanks and mixers, waste tanks, pneumatic system and compressed air compressor, and cooling and heating and steam collection equipment, which are possible to operate There are domestically.
Review the market and competitors
Because the recycling of base oils, as the mother of all oils, in addition to numerous environmental benefits, prevents currency from leaving the country. Also, the production of standard export-oriented products in order to be present in the global market is one of the important strategies for the continuation and development of production and stabilization of the position of this activity in the highly competitive international market.
A total of 927 thousand and 197 types of cars were produced in Iran during the year 2018. Under favorable market conditions, the country’s production capacity for car production is one million and 200 thousand cars per year, which if the number of existing and active cars in the country, facilities and machinery Add an industry that requires the consumption of industrial oils.
In the supply sector, until the end of July 2019, a number of 626 licenses have been issued for the purpose of primary and re-purification of base and engine oil in the country, of which 389 units have industrial exploitation licenses and an investment of 2,236 billion Rials with a nominal capacity of 8096,000 tons per year. are busy Of these, 234 companies with a capacity of 4849 refineries
Base oil and engine reprocessing often use an acid purification process.
First and re-purification licenses for base and motor oil in the country until the end of 2018
626
Operating license for the first and re-purification of base and engine oil in the country
Based on the studies conducted, the construction of a spent oil purification and recycling unit with a capacity of 12,000 tons per year has a higher internal efficiency rate of 36%, and the investment return period is predicted to be about 3 and a half years. In the following, a summary of the requirements for the construction of this unit with the nominal production capacity is presented as follows in the year.
General characteristics of the plan
The subject row of the unit
1 land of 6000 square meters
2 total outdoor and indoor production infrastructure of 2,500 square meters
- Expenses subject row (million Rials)
- 1 fixed investment
- 2 Internal rate of return IRR (percent) 36
- 3 investment return period (years) 3.5
- 4% of activity at the head-to-head point of 31.8
- Explanatory plan for the purification of burnt oil Benefits of implementing the plan
- One of the main and decisive components in the relative advantage of this product is the abundance and easy access to raw materials. Since the raw materials for the purification and recycling of all types of motor and industrial oils are supplied from the collection network and the amount of waste and used oils in our country increases daily and continuously; Therefore, the economic, technical and environmental advantages of recycling used oils in a non-acidic way are described as follows.
Enzyme consumption is much lower than other methods of recycling and first treatment production
The possibility of supplying the main raw materials from the place of used oils
High level of automation compared to traditional acidic systems
Ability to use production line waste in related industries
Higher efficiency and quality compared to acid methods
Compatible with environmental standards
Higher production speed and more suitable economic efficiency compared to old methods
Placement of the product in the group (API I & API II)
No need to use acid and colored and acidic soils
Reducing the production process and labor force
High separation and removal of pollutants
The ability to control more of the production processes and achieve the standard
The result of financial and economic studies
Market research and presentation of calculation criteria for each of the fixed and circulating capital estimates and explanation about the fixed and variable costs of the plan, forecast and cost price as well as the annual profit of the plan have been calculated.
We Are Number One Exporter & Manufacturer Of Used Oil Recycling Equipment , Grease Manufacturing Plant , Lube Oil Blending Plant .
Examining the most important financial and economic indicators of the plan with financial calculations extracted from the software shows a financially acceptable situation for the production of base oil from used oils, and due to the existence of excess demand during the first few years, a favorable environment for creating This unit is available
